
En usinage, la finition de surface désigne essentiellement les irrégularités à petite échelle qui subsistent à la surface d'une pièce après usinage. Ces irrégularités sont généralement regroupées en trois catégories :
Imaginez maintenant deux extrêmes :
Cet équilibre entre rapidité de production et qualité de finition est le fruit de l'expérience. Nous le constatons chaque jour. pièces usinées Pour des clients de tous les secteurs. Une finition appropriée peut faire la différence entre une pièce qui réussit le contrôle qualité et une autre qui finit à la casse. KesoGrâce à nos installations d'usinage de pointe et à notre contrôle rigoureux des processus, nous n'avons pas à choisir entre efficacité et précision : nous obtenons les deux.
Toutes les pièces n'ont pas besoin d'une surface parfaitement lisse. C'est pourquoi les machinistes parlent de types de finition de surface, chacun étant adapté à une application différente :
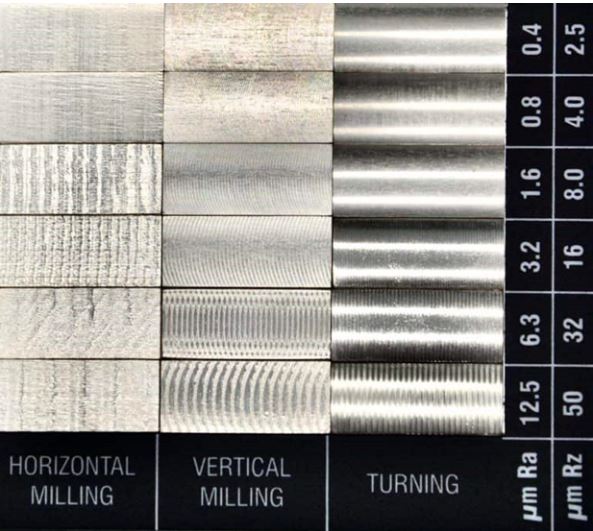
Pour mesurer et comparer ces finitions, les ingénieurs utilisent des échelles telles que :
Chez Keso, nous ne nous contentons pas de calculer Ra et Rz sur papier, nous les validons avec des équipements de test internes et les appuyons par de véritables options de finition comme le microbillage, l'anodisation, le brossage et le polissage miroir, garantissant ainsi à nos clients les valeurs numériques et la qualité de surface requises par leur application.
En usinage, ces mesures sont souvent associées à une échelle de finition de surface (parfois exprimée par des nombres N, comme N1 = très fin, N12 = rugueux). Par exemple :
L'utilisation d'une échelle de finition de surface standardisée pour l'usinage permet aux machinistes, aux ingénieurs et aux responsables des achats de communiquer efficacement lors de la définition des exigences des pièces. Et lorsque les tolérances entrent en jeu, l'expertise de notre équipe en usinage et en finition garantit que la pièce finale répondra parfaitement à vos attentes.
SLa finition de surface est plus qu'un simple choix esthétique, Usinage CNCElle détermine le frottement, la résistance à l'usure, l'étanchéité et même l'interaction d'un composant avec les revêtements ou les pièces d'assemblage. La maîtrise des nuanciers, des unités de mesure et des méthodes d'essais en conditions réelles garantit que vos pièces répondent aux exigences fonctionnelles et esthétiques. Nous conseillons nos clients sur les finitions de surface offrant le meilleur compromis entre fonctionnalité, durabilité et coût. En effet, un composant aérospatial poli miroir peut parfois s'avérer pertinent, tandis qu'une finition brute de fraisage peut suffire. C'est ce type de conseil que nous apportons à chaque projet.
Les différentes industries utilisent différentes métriques pour mesurer la rugosité de surface. En usinage, les plus courantes sont Ra (rugosité moyenne), Rz (hauteur moyenne crête-vallée) et les valeurs N (numéros de nuance, généralement basés sur la norme ISO).
Voici un tableau de conversion que nos ingénieurs utilisent réellement :
| Degré de rugosité (N) | Ra (µm) | Ra (µin) | Exemple de processus typique |
| N1 | 0,025 | 1 | Superfinition / Rodage |
| N2 | 0,05 | 2 | Rodage / Ameublissage |
| N3 | 0,1 | 4 | Broyage fin |
| N4 | 0,2 | 8 | Meulage / Polissage |
| N5 | 0,4 | 16 | Fraisage de précision / Tournage |
| N6 | 0,8 | 32 | Fraisage/Tournage standard |
| N7 | 1.6 | 63 | Usinage CNC général |
| N8 | 3.2 | 125 | Ébauche |
| N9 | 6.3 | 250 | Tournage grossier |
| N10 | 12,5 | 500 | Découpes importantes, surfaces moulées |
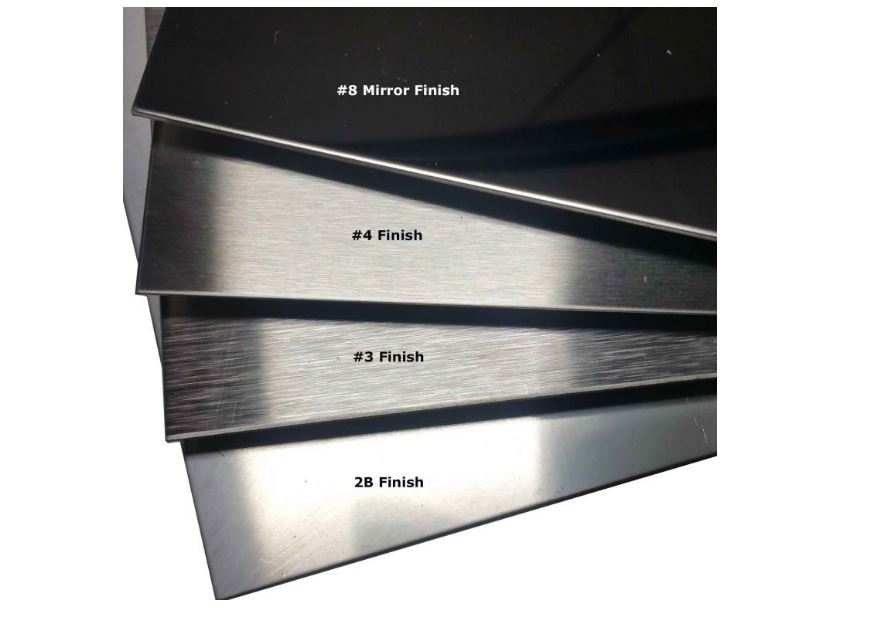
L'acier inoxydable exige souvent un contrôle plus rigoureux de l'état de surface que les métaux plus tendres, notamment dans des secteurs comme l'agroalimentaire, l'aérospatiale et les dispositifs médicaux. Lorsque nous usinons des arbres en acier inoxydable pour nos clients du secteur agroalimentaire, une finition lisse n'est pas qu'une question d'esthétique : elle empêche la prolifération bactérienne et garantit la conformité aux normes. Chez JLCCNC, nous accordons une importance capitale à ces détails.
Conseil de pro : L’acier inoxydable s’écrouit. L’utilisation d’outils plus affûtés, d’un liquide de refroidissement approprié et l’évitement des passes de frottement contribuent à préserver la qualité de surface.
Nous avons également constaté qu'un bon équilibre entre les vitesses d'avance et le revêtement d'outil approprié fait toute la différence. Un client du secteur médical nous a confié des prototypes d'implants bruts. Après optimisation des paramètres, nous avons obtenu des surfaces suffisamment lisses pour répondre aux normes d'inspection chirurgicale. Une finition rugueuse peut engendrer une friction accrue, une usure plus rapide, voire un mauvais ajustement des pièces. Et c'est là, en toute honnêteté, qu'un atelier d'usinage CNC performant prend tout son sens : n'importe qui peut usiner, mais rares sont ceux qui maîtrisent la finition nette et homogène qui permet d'éviter les retouches et les coûts ultérieurs.
ÉTIQUETTES :
 INSCRIVEZ-VOUS À NOTRE NEWSLETTER
INSCRIVEZ-VOUS À NOTRE NEWSLETTER
WHATSAPP : +86-15375471059
E-mail : allan@safekeso.com
Numéro de téléphone : +86 15375471059



















